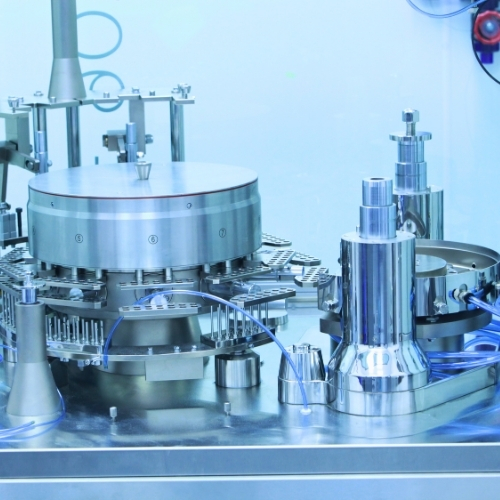
Our Purified Water System is a critical utility in both R&D and cGMP manufacturing areas, designed to produce high-quality water that meets USP and EP standards. It employs multi-stage purification—typically involving reverse osmosis, deionization, and UV treatment—to ensure the removal of organic and inorganic contaminants, bacteria, and endotoxins.
This validated system supports formulation, equipment cleaning, and analytical processes, helping maintain product integrity and regulatory compliance. With continuous monitoring and 21 CFR Part 11-compliant data logging, it ensures consistent water quality for pharmaceutical applications.
Installed in our Texas-based facility, the system is maintained under strict cGMP protocols, supporting reproducible results and minimizing contamination risks.
Our High-Performance Liquid Chromatography (HPLC) system is essential for precise qualitative and quantitative analysis in pharmaceutical R&D, cGMP manufacturing, and laboratory operations. Equipped with advanced detectors and autosamplers, it enables accurate identification, purity profiling, and assay of raw materials, intermediates, and finished products.
The system complies with 21 CFR Part 11, offering secure data acquisition, audit trails, and electronic signatures. It plays a critical role in stability studies, method development, and validation procedures. Routine calibration and performance verification ensure reliable output and regulatory compliance.
Housed in our Texas-based facility, the HPLC system supports robust analytical capabilities essential for developing and maintaining high-quality pharmaceutical products under strict cGMP guidelines.


Our dissolution testing system with integrated autosampler plays a vital role in evaluating the release profile of pharmaceutical products. It conforms to USP <711> guidelines and is used in both quality control and formulation development. The system provides precise and repeatable dissolution results for tablets and capsules, under varying pH and media conditions. The autosampler allows for unattended operation, reducing manual sampling errors and improving lab efficiency. It supports method validation, bioequivalence studies, and stability testing. At our Texas facility, the system is housed in a temperature-controlled lab and maintained under a strict qualification protocol. All data is 21 CFR Part 11 compliant, with full audit trails and automated result reporting.
Our Friability Tester is an essential laboratory instrument used to evaluate the durability of pharmaceutical tablets during handling, packaging, and transportation. This equipment measures the ability of tablets to resist mechanical shock and surface abrasion by rotating them in a drum and assessing weight loss after a defined number of rotations.
We utilize the friability tester to ensure that our tablet formulations meet USP <1216> standards, maintaining structural integrity without compromising efficacy. It is especially valuable during R&D and quality control phases, allowing us to optimize binder content and compression force. The system features automated timers, digital controls, and easy-to-clean chambers for consistent and repeatable results. This ensures that our products reach patients with the highest standards of physical stability and quality.


Our digital tablet hardness tester is essential for measuring the crushing strength of compressed tablets. It helps assess whether tablets can withstand pressure during handling and packaging without breaking or deforming. The tester provides real-time data on hardness force, thickness, and diameter, offering valuable insights into compression settings during manufacturing. Used in both R&D and cGMP labs, this equipment supports tablet formulation optimization and release testing. At our Texas site, the hardness tester is regularly calibrated and integrated with electronic data systems to ensure traceability. It complies with pharmacopoeial standards such as USP and EP.
Our Disintegration System plays a vital role in pharmaceutical testing by determining how quickly and efficiently tablets and capsules break down into smaller particles under specified conditions. This process is critical to ensuring that active ingredients are released properly within the body, aligning with USP <701> and <2040> standards.
At our facility, we use this system routinely during both R&D and quality control to evaluate product performance and optimize formulation. The unit is equipped with automated baskets, precision temperature control, and a user-friendly interface to deliver consistent and reproducible results. It helps us verify compliance with dissolution timelines, which directly impacts bioavailability and therapeutic effectiveness. By utilizing our Disintegration System, we uphold our commitment to delivering reliable, safe, and high-quality medications.


Our TOC analyzer plays a vital role in monitoring the purity of water systems and verifying cleaning validation processes. It measures organic carbon levels in water and surface rinse samples, ensuring compliance with USP <643> and <232>. This equipment is essential for maintaining the integrity of Purified Water (PW). Located in our analytical lab, the TOC analyzer supports contamination control programs and assures that cleaning residues do not exceed permissible limits. It features real-time monitoring, auto-calibration, and secure data management, fulfilling cGMP and FDA requirements.
Our pH Meter is an essential analytical instrument used across R&D, manufacturing, and quality control processes. It measures the acidity or alkalinity of solutions with high precision, ensuring product consistency, stability, and compliance with pharmacopeial standards such as USP and ICH guidelines.
We use the pH Meter to monitor water quality, buffer solutions, and formulations during development and production. The system allows for fast, repeatable measurements that are crucial in processes such as dissolution testing, raw material evaluation, and finished product validation.


Our Muffle Furnace is a critical piece of equipment in our pharmaceutical laboratory, primarily used for high-temperature applications such as ashing, material testing, and loss on ignition (LOI) procedures. Designed for precise and uniform heating, it operates at temperatures up to 1200°C, ensuring accurate and reproducible results.
We rely on the Muffle Furnace for testing the inorganic content of raw materials and finished products, a key step in meeting pharmacopeial standards like USP and IP. The furnace features programmable temperature control, high-grade insulation, and a corrosion-resistant chamber that ensures safety and efficiency during operations. Its compact design and digital display make it easy to use while maintaining stringent cGMP and GLP standards.
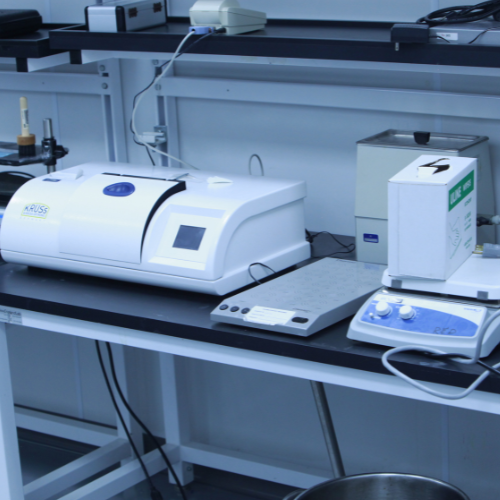
Our Polarimeter plays a vital role in our laboratory’s quality control and research processes by accurately measuring the optical rotation of substances. This instrument is essential for analyzing optically active compounds, especially in the pharmaceutical and chemical industries.
By determining the angle of rotation caused by passing polarized light through a substance, the polarimeter helps us identify compound purity, concentration, and specific characteristics. This is crucial for verifying raw materials and monitoring production quality during formulation development.
Our team uses the polarimeter routinely in R&D and cGMP environments to ensure precise and repeatable measurements. With its user-friendly interface and high accuracy, it supports compliance with USP <781> guidelines, enabling us to meet stringent quality standards in all our optical activity analyses.


Our Turbidimeter is a key analytical instrument used to measure the clarity or cloudiness (turbidity) of liquids by detecting the amount of light scattered by suspended particles. This is particularly critical in pharmaceutical water systems, raw material evaluation, and finished product testing, where particulate matter must be tightly controlled.
In our facility, we use the turbidimeter to ensure that purified water, solutions, and suspensions meet stringent quality and regulatory standards, including those outlined in pharmacopeial monographs such as USP <855>. Its high sensitivity allows for the detection of even trace levels of turbidity, which could indicate contamination or instability.
The turbidimeter is calibrated regularly to maintain accuracy, and its digital interface makes data recording and compliance reporting efficient. It plays a significant role in maintaining our commitment to product safety and cGMP compliance.
Our Mechanical Sieve Shaker is an essential tool in our pharmaceutical R&D and QC labs for accurate particle size analysis. It ensures uniform agitation of test sieves stacked in a sequence, allowing for precise separation and classification of powdered and granular materials.
We use this equipment to evaluate raw materials and granules for uniformity, flowability, and compressibility — key attributes in tablet and capsule formulation. The shaker offers programmable time settings and consistent vibration amplitude, ensuring repeatable and reliable results across batches.
Designed to meet cGMP standards, our mechanical sieve shaker is calibrated and maintained regularly to ensure accuracy and compliance. It helps us guarantee product consistency and quality from development through manufacturing.


Our Viscometer is a vital instrument used to measure the viscosity of various liquid and semi-solid pharmaceutical formulations, including syrups, suspensions, gels, and creams. Accurate viscosity measurement is critical in ensuring product consistency, stability, and ease of administration.
In our R&D and QC labs, we rely on the viscometer to monitor flow properties during formulation development and after stability testing. It helps us evaluate the impact of temperature, shear, and storage conditions on product performance. This data is essential for scaling up from lab to production while maintaining the desired characteristics.
Compliant with pharmacopeial standards such as USP and ASTM, our viscometer supports cGMP practices and helps us maintain stringent quality control across all liquid and semi-solid dosage forms.
Our Stability Chamber plays a vital role in conducting accelerated and long-term stability studies for pharmaceutical products. It is designed to simulate various environmental conditions such as temperature, humidity, and light, enabling us to evaluate the shelf life and performance of drugs under controlled settings.
Equipped with precise temperature and humidity control, our chamber supports ICH guidelines (Q1A) and ensures consistent conditions throughout the testing period. The chamber includes features like uniform airflow, automatic alarms, and data logging capabilities for comprehensive monitoring and compliance documentation.
We use the Stability Chamber for storing samples during real-time and accelerated testing phases, helping us generate reliable data required for regulatory submissions. Its performance supports our commitment to developing high-quality, stable pharmaceutical formulations.
Our Texas-based facility uses validated, 21 CFR Part 11-compliant stability chambers, monitored continuously to maintain integrity. They play a crucial role in quality assurance, ensuring products remain effective and safe throughout their intended lifecycle.


Reach out to us for any questions, concerns, or feedback. We’re here to assist you.
3525 Asset St, Garland, TX 75042